Rdworks Lab 217 레이저 렌즈 사양서의 수치와 실제 성능
당신의 레이저 커터가 모르는 5가지 비밀: 렌즈 사양은 왜 항상 틀리는가?
Introduction: The Frustration of Unmet Expectations
수년간 저 역시 여러분과 마찬가지로 좌절감을 느꼈습니다. 인상적인 사양을 자랑하는 고품질 렌즈에 투자했지만, 기계의 실제 성능은 결코 그 수치에 미치지 못하는 상황 말입니다. 우리는 미러를 정렬하고, 렌즈를 청소하고, 모든 설정을 완벽하게 맞추려 애쓰지만 결과는 늘 실망스럽습니다.
만약 문제가 당신의 기계나 설정, 혹은 렌즈 자체가 아니라, 우리가 지금까지 따라왔던 근본적인 이론에 있다면 어떨까요? 이 질문은 저를 깊은 탐구의 길로 이끌었고, 그 과정에서 400년 동안 이어진 기존 렌즈 이론을 현대 레이저 기술에 적용할 때 발생하는 문제점과 놀라운 사실들을 발견하게 되었습니다.

1. 충격적인 진실: 당신의 작업대 위에서 기계의 힘은 균일하지 않다
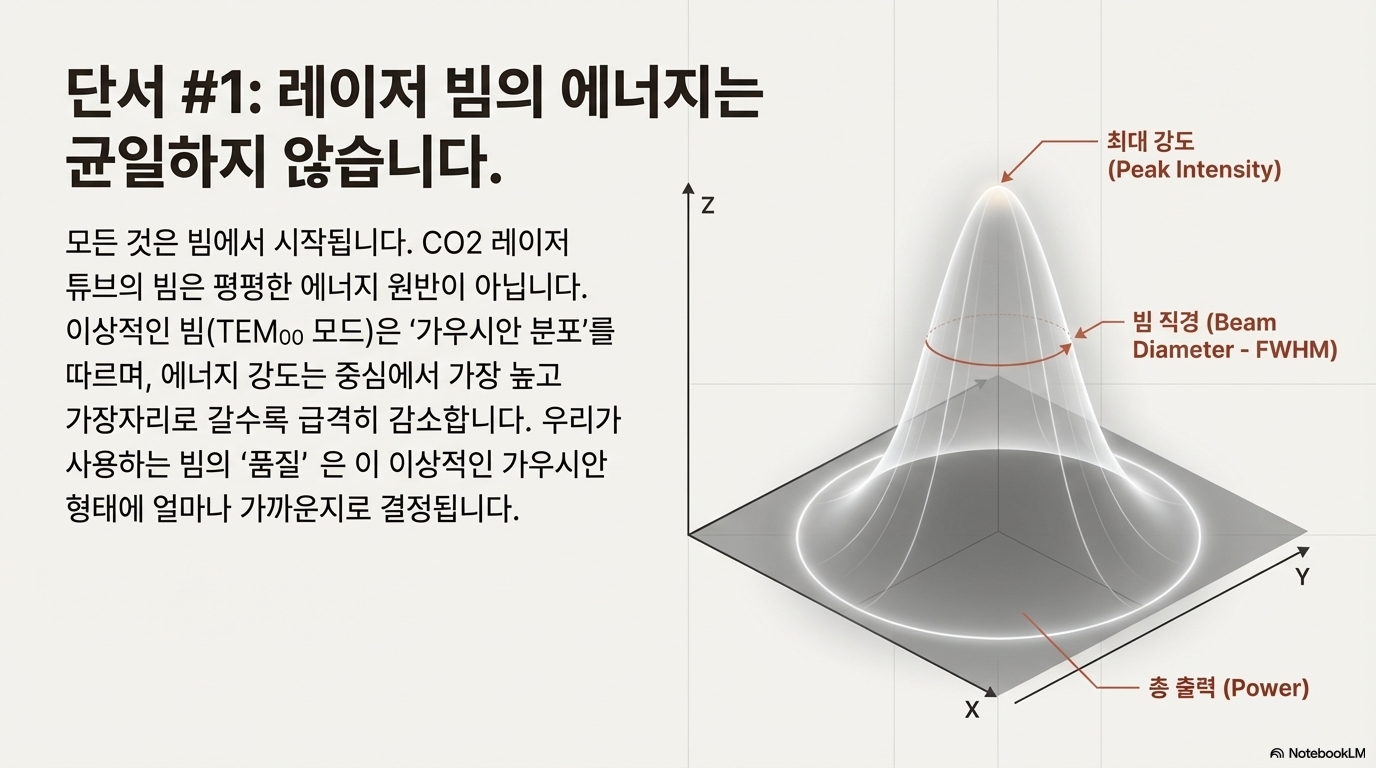
"빔 발산(beam divergence)"이라는 개념을 간단히 설명하자면, 레이저 빔은 진행하면서 직경이 미세하게 넓어지는 특성을 가집니다. 예를 들어, 3밀리라디안(millirads)의 발산도를 가진 빔은 1미터 진행할 때마다 직경이 3mm씩 커집니다.
이것이 실제 작업에 미치는 영향은 무엇일까요? 레이저 빔이 기계의 뒤쪽 구석(레이저 튜브에 가까운 쪽)에서 앞쪽 구석으로 이동하면서 빔의 직경이 커진다는 의미입니다. 중요한 것은, 가우시안 곡선 아래의 면적으로 표현되는 총 출력은 일정하게 유지된다는 점입니다. 따라서 동일한 에너지가 더 넓은 면적에 퍼지면서 빔의 강도 피크는 무뎌지거나 낮아질 수밖에 없습니다.
실험 결과는 이 사실을 명확히 보여줍니다. 기계의 좌측 후면과 우측 전면에서 절단 효율을 비교했을 때, 빔이 더 작고 강도가 높았던 뒤쪽 구석에서의 절단 효율이 "최소 15~20% 더 높았습니다." 솔직히 말해, 이 테스트를 직접 해보기 전까지는 저도 이 정도의 차이가 있을 것이라고 예상하지 못해 매우 놀랐습니다. 이처럼 흔히 무시되는 단 하나의 요인이 실제 절단 결과에 엄청난 영향을 미칩니다. 이 절단력의 저하는 단순한 기하학적 '스팟 사이즈'가 레이저 성능을 생각하는 잘못된 방식이라는 첫 번째 중요한 단서이며, 진짜 핵심 요소는 바로 *강도(intensity)*라는 것을 암시합니다.
2. 근본적인 오해: 우리는 이미지가 아닌 '손상'을 투사하고 있다
기존의 렌즈 사양은 카메라, 프로젝터, 현미경과 같은 분야를 위해 설계된 고전 광학 이론에 기반합니다. 이 이론의 목표는 광선을 한 점으로 모아 완벽한 "이미지 평면(image plane)"을 만드는 것입니다.
하지만 레이저 절단은 이미지를 만드는 작업이 아닙니다. 레이저 절단은 집중된 *강도(intensity)*를 사용해 재료의 분자를 파괴될 때까지 진동시켜 손상을 입히는 과정입니다.
"우리는 이미지를 투사하려는 것이 아닙니다. 우리는 광선 초점이 아닌 강도 초점에 의해 평면에 손상을 투사하려는 것입니다. 비슷하게 들릴지 모르지만, 실제로는 완전히 다릅니다."
여기서 "광선 초점"은 이미징 이론에서 말하는 고정된 기하학적 지점입니다. 반면 "강도 초점"은 재료에 손상을 입히기에 충분한 에너지가 일정 시간 동안 가해지는 동적인 문턱값(threshold)입니다. 즉, 레이저의 출력을 바꾸거나 절단 속도를 조절하면 이 강도 초점은 얼마든지 변경될 수 있습니다.
3. '완벽한' 스팟 사이즈라는 신화
제조사의 사양을 검증하기 위해 1.5인치 렌즈를 사용한 실험을 살펴봅시다. 사양 차트에 따르면 이 렌즈는 약 0.04mm 또는 0.05mm의 스팟 사이즈를 달성할 수 있다고 되어 있습니다. 이는 사람의 머리카락 두께와 비슷한 수준입니다.
하지만 실제 테스트 결과는 어땠을까요? 재료에 남은 그을린 자국은 0.04mm가 아닌 약 3mm 직경의 흔적이었습니다. 3mm 육각 나사를 옆에 대보면 "0.05mm와 3mm는 약간의 차이가 있는 것 같다"는 농담이 절로 나올 정도입니다. 사양과 실제 결과 사이에 엄청난 괴리가 발생한 것입니다.
"만약 모든 에너지가 단일 초점을 통과했다면 이런 결과를 얻을 수 없었을 것입니다. 이것이 가능한 유일한 이유는 빛의 강도가 한 점에 집중되지 않았기 때문입니다."
이는 렌즈 사양이 근본적으로 잘못된 이론적 모델(이미징)에 기반하고 있어 실제 레이저 가공 환경에서는 오해를 불러일으킬 수 있음을 명백히 보여줍니다.
4. 궁극의 증거: 렌즈 없이도 선 두께를 제어할 수 있다
가장 직관에 반하는 강력한 증거는 렌즈 어셈블리를 완전히 제거하고 가공되지 않은 레이저 빔을 재료에 직접 쏘는 실험에서 나왔습니다.
놀랍게도 렌즈가 없는 상태에서도 레이저 헤드의 속도를 바꾸는 것만으로 연소된 선의 너비가 극적으로 변했습니다. 느린 속도로 지나가면 굵은 선이, 빠른 속도로 지나가면 매우 가는 선이 만들어졌습니다.
이 현상이 발생하는 이유는 가공되지 않은 빔의 가우시안 강도 프로파일 때문입니다. 즉, 빔은 중앙이 매우 강하고 가장자리는 약합니다.
- 느린 속도에서는 빔의 강도가 낮은 가장자리조차도 충분한 노출 시간을 확보하여 재료의 **손상 임계값(damage threshold)**을 넘어서게 됩니다. 그 결과 넓은 연소 흔적이 남습니다.
- 빠른 속도에서는 짧은 시간 동안 빔의 가장 강한 중심부만이 재료의 손상 임계값을 넘을 수 있을 만큼의 힘을 가집니다. 그 결과 좁은 연소 흔적이 남습니다.
결론적으로 렌즈는 레이저 빔의 고유한 특성을 증폭시킬 뿐, 고정된 단일 스팟 사이즈를 만드는 것이 아닙니다. 이 실험은 속도와 출력이 "초점"을 구성하는 핵심 요소임을 명확하게 증명합니다.
5. Conclusion: A New Way of Thinking About Lasers
핵심은 이것입니다. 렌즈 제조업체가 제공하는 사양은 그들만의 맥락(이미징 이론)에서는 틀리지 않지만, 강도와 노출 시간에 의해 좌우되는 레이저 절단 공정과는 개념적으로 호환되지 않습니다.
이러한 문제에 대해 저의 2년간의 탐구 과정에서 유일하게 대화를 나눠준 아메리칸 포토닉스(American Photonics)의 스티브 월터스는 이 분야의 영웅과도 같은 인물입니다. 문제는 그의 회사처럼 최고의 기술로 만든 렌즈의 품질이 아니라, 업계 전반에 퍼져 있는 개념적 모델에 있습니다.
이제 우리는 이미징의 규칙이 적용되지 않는다는 것을 알게 되었습니다. 그렇다면 우리가 '틀렸다'고 생각했던 다른 아이디어들이 사실은 '맞는' 것일 수도 있지 않을까요? 예를 들어, 이미징에는 끔찍한 결과를 낳는 렌즈를 거꾸로 사용하는 것이 사실은 재료를 절단하는 가장 효율적인 방법일 수도 있지 않을까요?
.