더 강하게는 틀렸다: 두꺼운 폼을 자르는 레이저 커팅의 역설
서론: 상식에 도전하는 레이저 커팅의 미스터리
두꺼운 재료를 자르려면 더 강한 힘이 필요합니다. 이는 우리가 경험으로 체득한 상식입니다. 칼에 더 힘을 주거나, 톱을 더 세게 미는 것처럼 말이죠. 레이저 커팅의 세계에서도 이 상식은 통용되는 듯 보입니다. 더 두꺼운 재료를 자르려면, 당연히 레이저 출력을 높여야 한다고 생각하기 마련입니다.
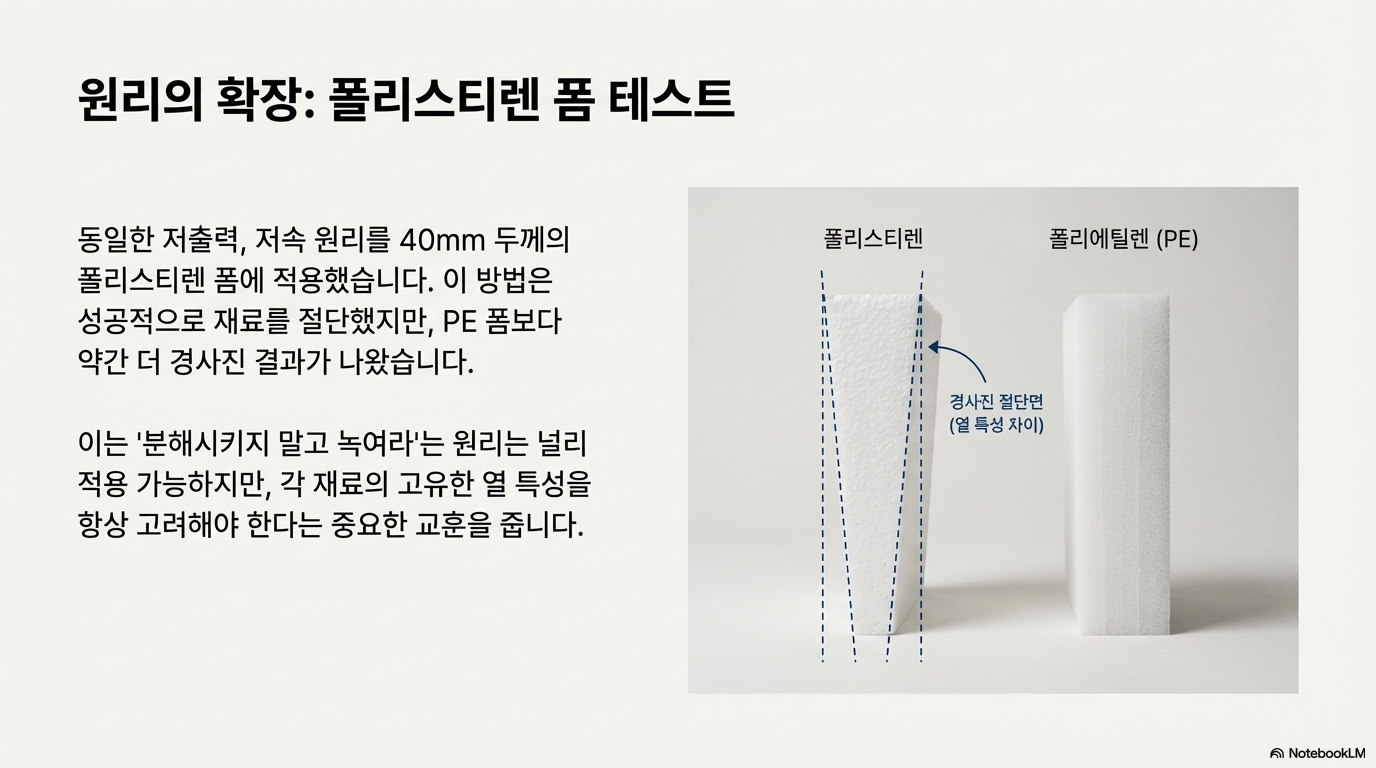
하지만 만약 그 '더 강한 힘'이 오히려 모든 것을 망쳐버린다면 어떨까요? 여기 한 레이저 커팅 전문가가 40mm 두께의 폴리에틸렌(PE) 폼을 자르려다 깊은 혼란에 빠졌던 이야기가 있습니다. 그의 모든 지식과 경험을 동원해 출력을 높였지만, 결과는 깨끗한 절단면이 아닌 녹아내린 지저분한 구덩이뿐이었습니다. 그가 알고 있던 광학의 기본 원리마저 부정하는 듯한 이 결과 앞에서 그는 고백할 수밖에 없었습니다. "도대체 내가 뭘 하고 있는지 모르겠다."
이 글은 단순히 성공적인 설정값을 찾는 기술 안내서가 아닙니다. 한 전문가의 지적인 분투를 따라가며, 문제의 근본 원인을 파고들어 우리가 가진 상식을 뒤엎는 놀라운 발견에 이르는 여정을 함께 떠나보겠습니다.

1. 진짜 범인은 레이저 빔이 아니었다: 뜨거운 가스의 배신
실험의 시작은 좌절 그 자체였습니다. 전문가는 약 0.3-0.4mm에 불과한 아주 작은 점으로 레이저 빔의 초점을 맞췄습니다. 이론상으로는 이 빔이 지나간 자리만 깨끗하게 잘려야 했습니다. 하지만 40mm 두께의 PE 폼에 고출력 레이저를 쏘자, 2mm에서 3mm에 달하는 녹아내린 지저분한 수로가 생겨났습니다. 빔 자체의 폭보다 몇 배나 넓은 손상이 발생한 것입니다. 이는 광학의 법칙으로는 도저히 설명할 수 없는 현상이었습니다.
해결의 실마리는 예상치 못한 곳에 있었습니다. 바로 절단 과정에서 '연기'가 전혀 나지 않는다는 점이었습니다. 연기는 보통 고체나 액체 미립자로 구성됩니다. 연기가 없다는 것은 재료가 기화하여 미립자를 만드는 대신, 눈에 보이지 않는 '가스'로 분해되고 있음을 의미하는 결정적 단서였습니다.
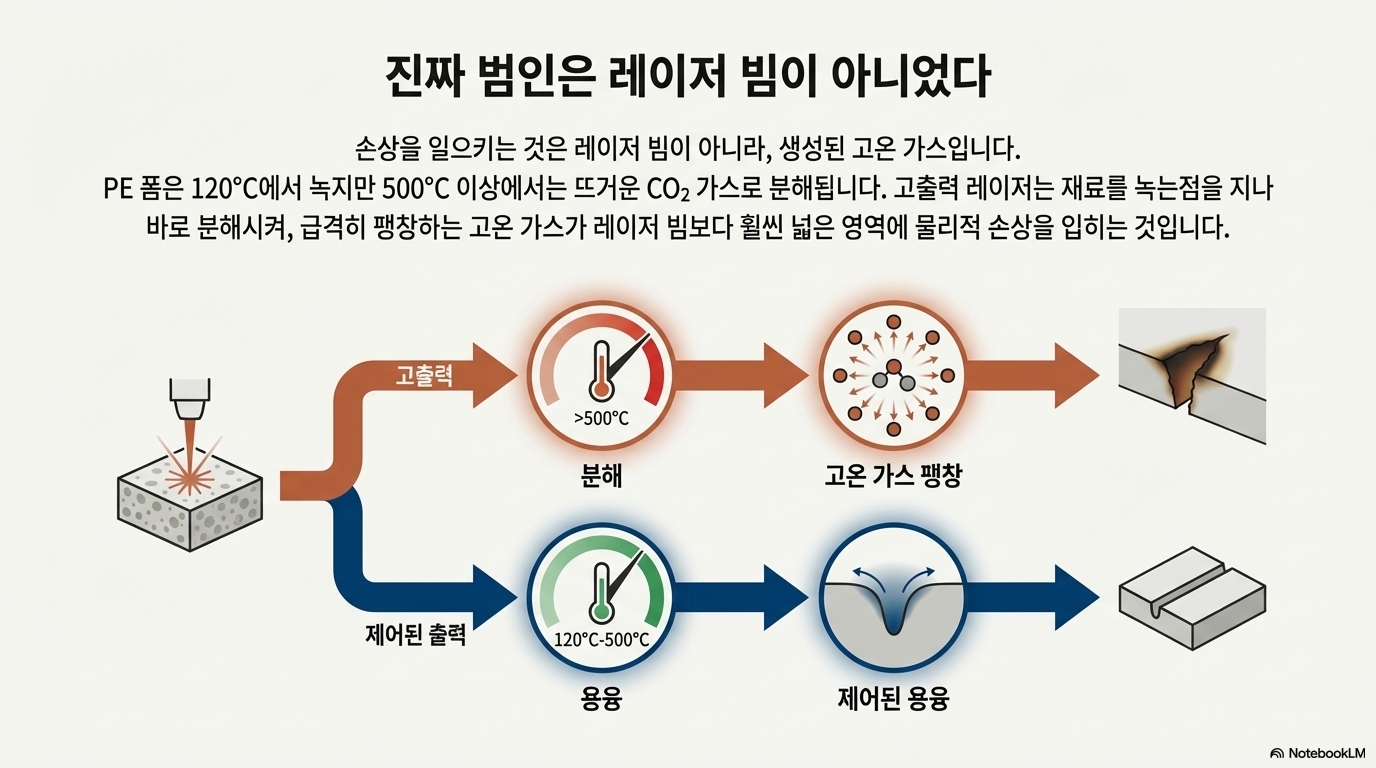
끈질긴 분석 끝에 밝혀진 진짜 범인은 레이저 빔 자체가 아니었습니다. 바로 레이저가 PE 폼을 분해할 때 발생하는 **'뜨거운 이산화탄소 가스'**였습니다. 촛농에서 몇 단계 발전한 단순한 플라스틱인 PE 폼은 500°C의 고온에서 분해되며 뜨거운 가스를 생성합니다. 이 500°C의 가스가 좁은 절단 틈 안에서 폭발적으로 팽창하며, 빔 경로 주변의 닫힌 셀 구조(closed cell structure) 벽을 물리적으로 녹여버리는 '부수적 손상(collateral damage)'을 일으킨 것입니다.
"it's not the laser beam that's causing the damage it's the hot gas that we create that's causing the damage"
결국, 더 강한 레이저 출력은 더 많은 파괴적인 가스를 순식간에 만들어내 상황을 악화시키는 최악의 선택이었던 셈입니다.
2. 역발상의 해법: 더 약하게, 그리고 더 느리게
진정한 원인이 '고온 가스'라는 것을 깨닫자, 해법은 정반대의 방향을 가리켰습니다. '더 강하게'가 아니라, 오히려 '더 약하고 느리게' 접근해야 한다는 새로운 가설이 탄생했습니다.
새로운 전략의 핵심은 재료의 물리적 특성을 정밀하게 이용하는 것이었습니다. PE 폼은 약 120°C에서 녹기 시작하고, 500°C에서 분해되어 파괴적인 가스를 만듭니다. 그렇다면 목표는 단 하나, 재료의 온도를 '120°C와 500°C 사이의 정밀한 창' 안에 유지하는 것이었습니다. 재료를 500°C 이상으로 가열하여 폭발적으로 분해시키는 대신, 120°C를 살짝 넘는 온도로 부드럽게 '용해'시켜 길을 터는 방식이었습니다. 이는 힘으로 밀어붙이는 방식에서, 재료와 대화하며 정밀하게 제어하는 방식으로의 완전한 패러다임 전환이었습니다.
이 저출력/저속 전략의 결과는 극적이었습니다. 녹아내린 구덩이 대신, 놀랍도록 깨끗하고 거의 수직에 가까운 절단면을 얻을 수 있었습니다. 힘을 빼자 비로소 길이 보이기 시작한 것입니다.
3. '도움'이 오히려 '독'이 될 때: 에어 어시스트의 함정
문제 해결 과정에서 또 다른 역설이 발견되었습니다. 일반적으로 레이저 커팅에서 '에어 어시스트(air assist)'는 절단면의 그을음을 날려주고 화재를 방지하며 렌즈를 보호하는 필수적인 도우미입니다. 하지만 이 섬세한 작업에서는 오히려 방해물이었습니다.
이유를 이해하려면 다시 '온도 창'의 원리로 돌아가야 합니다. 강한 공기 흐름은 절단 부위를 필요 이상으로 냉각시켰습니다. 이로 인해 재료의 온도가 부드러운 용해에 필요한 녹는점(120°C) 아래로 떨어졌고, 핵심적인 용해 과정이 멈춰버린 것입니다. 이는 정밀하게 온도를 올려야 하는 작업에 찬물을 끼얹는 것과 같았습니다.
최적의 결과를 얻기 위해서는 에어 어시스트를 아예 사용하지 않거나, 오직 렌즈 보호를 위한 최소한의 수준으로만 사용해야 했습니다. 이는 모든 상황에 통하는 만능 해결책은 없으며, 각 작업의 근본 원리를 이해하고 접근해야 한다는 중요한 교훈을 남겼습니다.
4. 가장 중요한 교훈: '어떻게'가 아닌 '왜'를 이해하라
이 모든 실험 과정이 주는 가장 중요한 교훈은 단순히 성공적인 설정값, 즉 '숫자'를 찾는 것이 아니었습니다. 그 숫자가 왜 작동하는지, 그 뒤에 숨겨진 물리적 **'원리'**를 이해하는 것이었습니다.
실험을 진행한 전문가는 자신이 찾은 설정값(예: 10% 출력, 1mm/s 속도)이 다른 기계에서는 다를 수 있다고 강조합니다. 중요한 것은 숫자 자체가 아니라, '왜 저출력과 저속이 필요한가?'라는 원리를 이해하고 각자의 환경에 맞게 실험하며 최적의 값을 찾아가는 과정 그 자체입니다.
"The numbers are relatively unimportant it's the principles that matter and then for you to experiment around those principles to find the exact best values for your machine."
결론: 현상 너머의 본질을 보다
하나의 난해한 레이저 커팅 문제를 해결하는 과정은, '힘이 셀수록 좋다'는 우리의 상식을 뒤엎고 현상 너머의 근본 원리를 파고드는 지적인 여정이었습니다. 범인은 레이저 빔이 아닌 뜨거운 가스였고, 해법은 출력을 '더하기'가 아닌 '빼기'에 있었습니다.
이 작은 실험은 우리에게 익숙한 가정에 끊임없이 의문을 던지라고 말합니다. 혹시 지금 당신이 마주한 어려운 문제의 해답도, 무언가를 '더하기'가 아닌 '빼기'에 숨어있지는 않을까요?