레이저 3D 조각, 18개월의 실험 끝에 발견한 5가지 놀라운 진실
레이저 3D 조각에 도전해 본 분이라면 누구나 그 과정이 얼마나 어렵고 좌절감을 주는지 아실 겁니다. 저 역시 마찬가지였습니다. 18개월이라는 시간 동안, '끔찍할 정도로' 타버린 목재와 '모래알 같은' 질감의 결과물을 마주하며 길고 험난한 길을 걸어야 했습니다. 수많은 시행착오 끝에 마침내 그 원리를 꿰뚫게 되었고, 그 과정에서 기존의 통념을 완전히 뒤엎는 몇 가지 놀라운 사실들을 발견했습니다.
이 글에서는 제가 18개월간의 고된 실험을 통해 얻은 가장 중요하고 충격적인 교훈 다섯 가지를 공유하고자 합니다. 이 교훈들은 여러분이 겪는 좌절의 시간을 단축하고 3D 조각의 수준을 한 단계 끌어올리는 데 분명 도움이 될 것입니다.

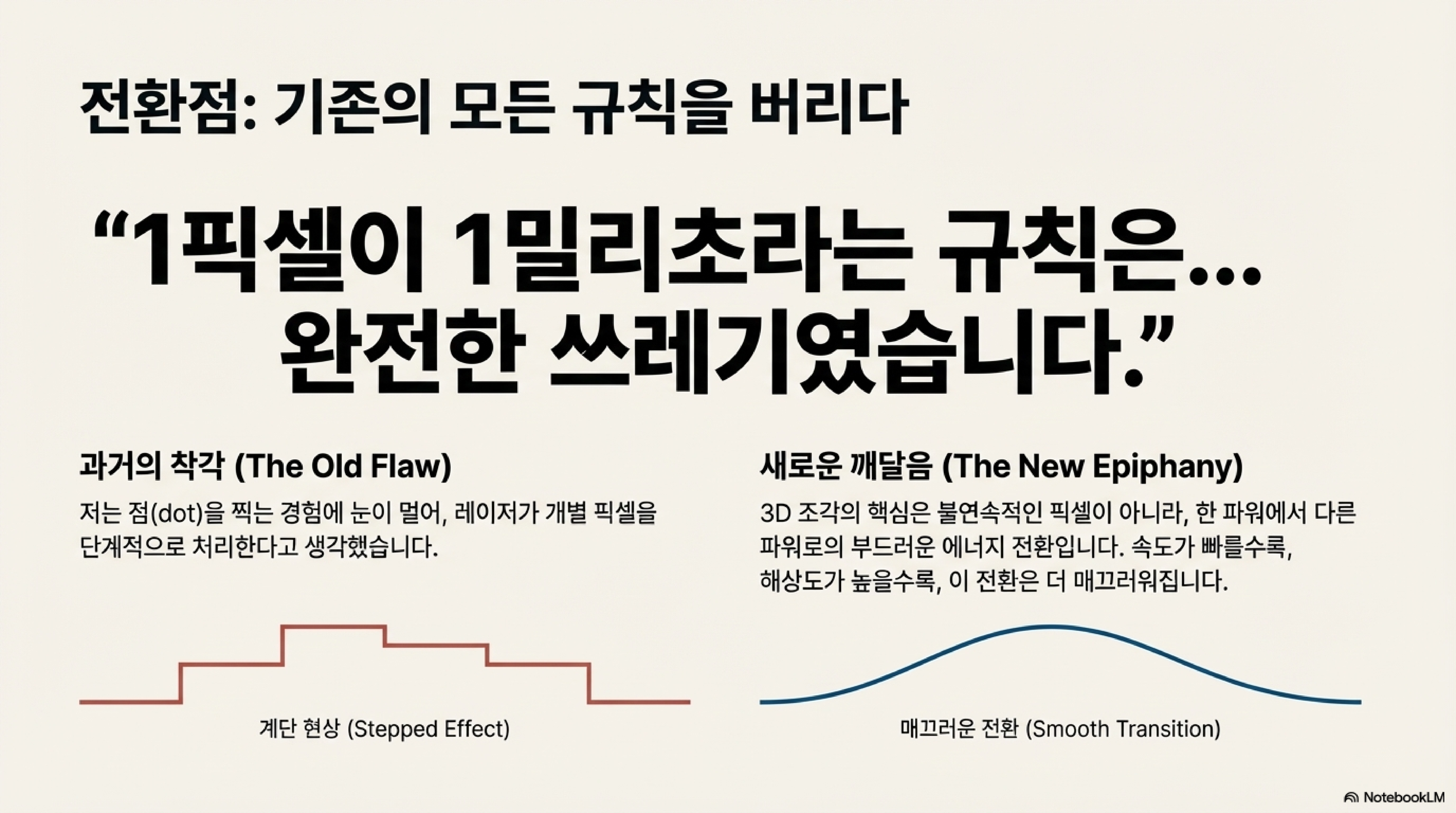
1. '1픽셀 = 1밀리초' 규칙은 버려라
처음에 저는 픽셀 하나를 처리하는 데 약 1밀리초(ms)가 걸린다는 이론을 세웠습니다. 이를 바탕으로 200mm/s의 속도에서 이상적인 해상도는 127 PPI(인치당 픽셀 수)라는 계산까지 마쳤죠. 저는 이 규칙이 3D 조각의 핵심 원리라고 굳게 믿었습니다.
하지만 이 규칙은 제 발전을 가로막는 족쇄였습니다. 저는 과거의 도팅(dotting) 작업 경험에 사로잡혀 있었습니다. 도팅 작업에서는 개별 픽셀마다 레이저 출력이 계단처럼 딱딱 끊어지는 것이 중요했죠. 하지만 3D 조각의 핵심은 개별 픽셀을 찍어내는 것이 아니라, 레이저 출력을 부드럽고 점진적으로 변화시켜 입체적인 깊이를 만드는 데 있었습니다. 더 빠른 속도와 더 높은 해상도로 작업할 때 비로소 이러한 부드러운 출력 변화가 가능하다는 것을 깨달았습니다.
저는 제 도팅(dotting) 경험에 눈이 멀어 이 문제 전체를 잘못된 방식으로 보고 있었다고 생각합니다... 우리가 이 세션을 시작할 때 세웠던 모든 규칙, 즉 '1픽셀은 1밀리초'라는 규칙은 완전히 헛소리나 다름없었습니다.
이 깨달음은 결정적이었습니다. 잘못된 제약에서 벗어나자 더 높은 해상도와 더 빠른 속도를 자유롭게 실험할 수 있게 되었고, 이는 결국 훨씬 더 나은 결과로 이어졌습니다.
2. 모든 재료에는 고유의 테스트 패턴이 필요하다
본격적인 3D 조각 작업에 들어가기 전에, 사용할 재료에 작은 테스트 패턴을 실행하는 것은 선택이 아닌 필수입니다. 재료마다 레이저에 반응하는 방식이 천차만별이기 때문입니다.
예를 들어, 부드러운 튤립나무(tulipwood)에 시도했을 때 결과물은 끔찍할 정도로(disgusting) 타버려 완전히 실패했습니다. 반면, 단단한 단풍나무(maple)는 매우 깨끗하고 훌륭한 결과를 보여주었죠. 아크릴 역시 결과는 좋았지만, 특히 에어 어시스트(air assist)와 관련하여 나무와는 전혀 다른 설정값이 필요했습니다.
...3D 조각을 할 때마다 사용하려는 특정 목재에 테스트 패턴을 실행해야 합니다. 모든 목재는 다르기 때문입니다.
이 간단한 테스트 단계는 최적의 속도와 파워 설정을 미리 파악하게 해줌으로써 시간, 재료, 그리고 좌절감을 크게 줄여주는 가장 확실한 방법입니다.
3. 에어 어시스트가 오히려 독이 될 때
레이저 사용자 대부분은 에어 어시스트를 항상 켜두는 것이 좋다고 생각합니다. 연기와 파편을 제거하여 깨끗한 조각을 돕는다고 믿기 때문이죠. 하지만 아크릴과 같은 특정 재료에서는 이 통념이 완전히 뒤집힙니다.
아크릴 테스트를 하다가 깜짝 놀랄 만한 사실을 발견했습니다. 에어 어시스트를 켠 채로 조각한 영역의 결과가 눈에 띄게 나빴던 것이죠. 에어 어시스트의 영향이 이렇게 클 줄은 상상도 못 했습니다. 에어 어시스트 없이 조각된 부분은 재료가 녹는 현상이 보였지만 결과적으로는 훨씬 더 깔끔했습니다.
이는 중요한 교훈을 줍니다. 에어 어시스트는 파편을 날려버리는 데 효과적이지만, 아크릴처럼 녹거나 기화하는 방식으로 가공되는 재료의 경우, 강한 공기 흐름이 오히려 섬세한 용융 과정을 방해하여 품질을 저하시킬 수 있습니다.
4. 마지막 '광택'을 위한 기발한 초점 조절 기술
아크릴 조각에서 한 단계 더 나아가 표면을 매끄럽게 '광택' 처리하는 독특한 기술을 발견했습니다. 여러 번의 패스(pass) 중 마지막 단계에서 이 기법을 사용하면 놀라운 효과를 얻을 수 있습니다.
방법은 간단합니다. 총 6번의 패스 중 마지막 여섯 번째 패스를 시작하기 직전, 기계의 작업대를 의도적으로 약 10mm 아래로 내리는 것입니다. 이렇게 하면 레이저 빔의 초점을 크게 벗어나게 만들어 더 이상 깊게 파고들지 못하게(stops cutting deeply) 하고, 대신 '표면을 녹이는(more surface melting)' 효과를 극대화하는 것입니다. 이는 사실상 조각된 표면을 부드럽게 연마(polish)하는 것과 같습니다.
이 기법을 적용한 아크릴 조각의 최종 결과물은 '경이롭고(phenomenal)' '탁월했으며(exceptional)', 표면은 '거의 유리처럼(almost into glass)' 변했습니다.
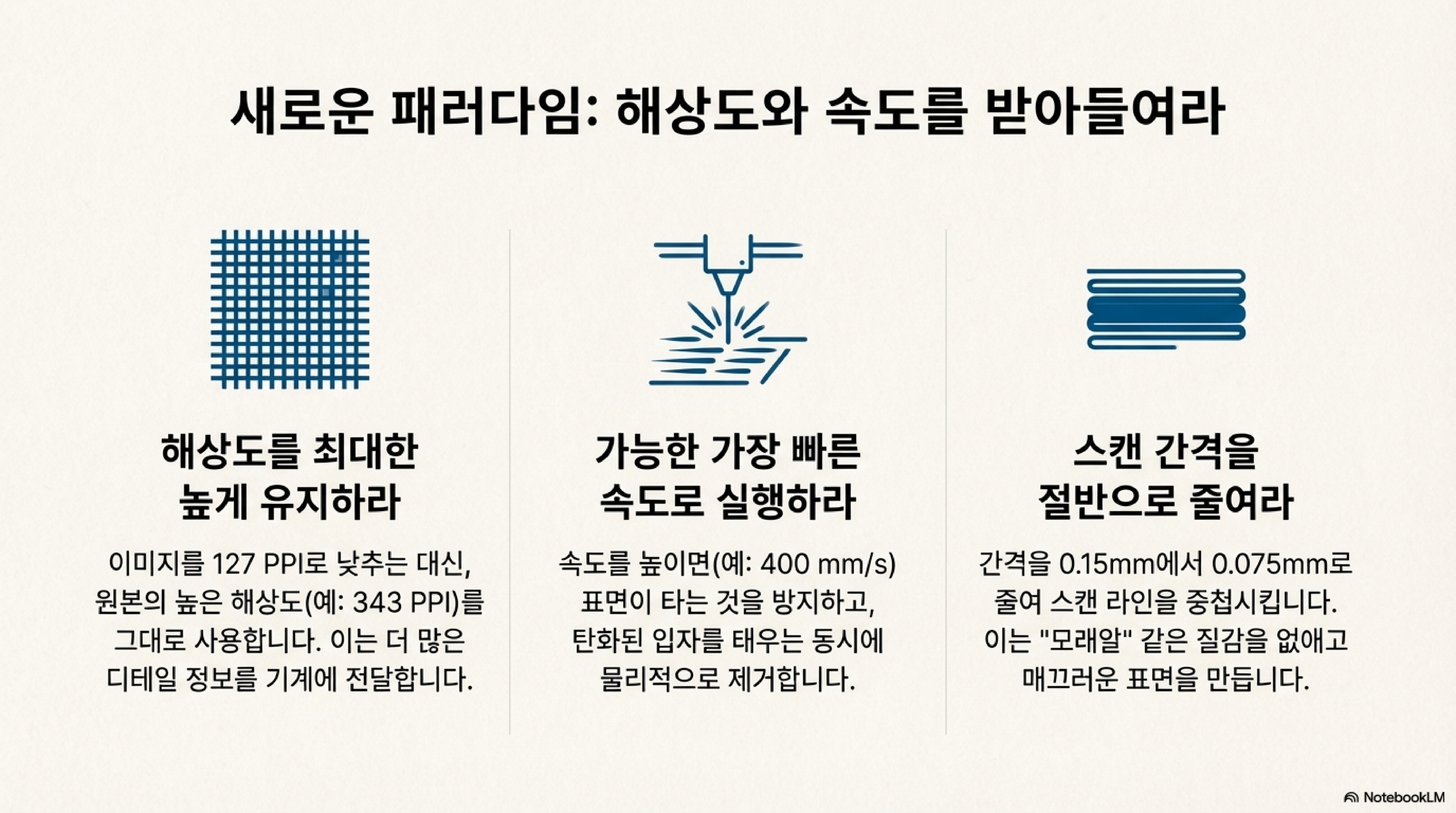
5. 고품질의 비결은 더 빠른 속도와 더 높은 해상도
결론적으로, 제가 최종적으로 성공을 거둔 방법은 초기 이론과는 정반대였습니다. 낮은 해상도와 느린 속도가 아니라, 높은 해상도와 빠른 속도가 고품질 3D 조각의 비결이었습니다.
성공적인 결과물을 만든 구체적인 설정값은 다음과 같습니다.
- 속도: 200 mm/s에서 400 mm/s로 두 배 빠르게 설정했습니다.
- 해상도: 이미지를 127 PPI로 다운샘플링하는 대신, 최종 테스트에서는 600 PPI까지 높였습니다.
- 스캔 간격: 0.075mm라는 훨씬 더 미세한 간격을 사용했습니다.
여기서 PPI는 소스 이미지의 데이터 밀도를 의미하고, 스캔 간격은 레이저 헤드가 한 번 지날 때마다의 물리적인 거리입니다. 이 간격을 0.075mm로 매우 미세하게 설정함으로써, 높은 이미지 해상도를 정교한 물리적 조각으로 변환할 수 있었습니다. 이 조합이야말로 '1픽셀=1밀리초'라는 낡은 규칙을 버렸을 때 비로소 가능한, 부드러운 출력 변화를 완벽하게 구현하는 방법이었습니다.
결과는 놀라웠습니다. 이전 시도에서 나타났던 '모래알 같은' 질감은 사라지고 놀랍도록 섬세한 디테일이 살아났습니다. 더욱 놀라운 점은, 세척 후 작품이 나무 본연의 색으로 돌아왔다는 것입니다. 이는 탄소 침전물을 남기지 않고 목재를 깨끗하게 '깎아냈음(carved the wood away)'을 증명하는 결정적인 순간이었습니다.
결론: 여정은 계속된다
18개월에 걸친 길고 험난했던 여정이 마침내 끝을 맺었습니다. 성공적인 3D 조각은 체계적인 테스트와 기존의 고정관념을 과감히 버릴 용기에서 비롯된다는 명확한 결론을 얻었습니다. 또한, 기계 설정만큼이나 단단하고 결이 고운 목재처럼 올바른 재료를 선택하는 것이 얼마나 중요한지도 다시 한번 확인했습니다.
이제 단단한 나무와 아크릴에 대한 원리는 확립되었습니다. 이제 이 새로운 발견들이 우리 앞에 흥미진진한 다음 개척지를 열어주고 있습니다. 이 새로운 원칙들을 MDF와 같이 까다로운 재료에 적용하면 어떤 결과가 나올까요? 이 질문은 우리 커뮤니티가 함께 탐험해 나갈 새로운 도전 과제가 될 것입니다.











'레이저 프로그램 > RDWorks LAB' 카테고리의 다른 글
| Rdworks Lab 129 레이저로 나무를 자르는 것은 태우는 것이 아니었다? (0) | 2025.12.24 |
|---|---|
| Rdworks Lab 128 아크릴 절단면 줄무늬, 범인은 스텝 모터?? (0) | 2025.12.24 |
| Rdworks Lab 126 레이저 3D 각인이 실패하는 이유 (0) | 2025.12.24 |
| Rdworks Lab 125 왜 재료가 비스듬하게 잘릴까? (0) | 2025.12.24 |
| Rdworks Lab 124 작은 점을 만드는 비밀 (0) | 2025.12.24 |